Uisga Beatha (pronounced Oosh-kah Bae [Scottish] or Ish–kah Baha [Irish]) is Gaelic for ‘The Water of Life’ and used to describe that liquid golden nectar: Whisky. Why is Uisga Beathe synonymous with Whisky? Well, take your pick; from claims that it cured the common cold, smallpox, and other various ailments, not to mention warming the body against the chill of those harsh Scottish winters, back in the day, distilled liquor was safer than water to drink.
Today, we’re going to look at how this wonderful (and, arguably, healthful!) drink is made.

The Whisky-Making Process
Whisky making can be distilled (heh heh – so punny) down to 6 steps:
- Malting
- Mashing
- Fermentation
- Distillation
- Maturation
- Blending
The Ingredients
Three ingredients are required to make whisky: Grain, Water, and Yeast. The grain used is typically Barley; depending on what type of whisky is being produced and where, legal percentage requirements vary. For example, a Single Malt Scotch Whisky will be made with malted barley, whereas a Blended Grain Whisky will be a combination of various grains (such as rye, corn, and wheat). An American Single Malt can actually be comprised of up to 49% grains other than malted barley. And Irish Whisky typically has a hefty percentage of UN-malted barley making up their Water of Life.
One aspect that makes Scotland a prime country for whisky making is the abundance of fresh, pure water. Mountain streams and lochs abound, providing a steady source of quality water, necessary in significant amounts throughout the whisky making process.

Fun Factoid:
- Glenfiddich purchased all of the land surrounding their primary water source so as to prevent any pollution to it
Yeast is the third ingredient needed for making whisky and is generally commercially bought in; each distillery uses a different blend and keeps their secret closely guarded (the yeast strain used can provide up to 30% of the whisky’s flavour profile!). One thing that’s fun is when the Master Distiller gets to have some artistic license and sets a few barrels aside to wild ferment! Obviously, these experiments are small batch and unavailable to the buying public, but how neat it would be to get to try one of those special projects!
1. Malting
As we know, Malted Barley is the primary grain used in making whisky; but first, the barley has to be malted. Nowadays, malted barley is bought in from mass producers – it’s just not fiscally feasible in time, money, or man-power for the large distilleries to malt their own anymore; they wouldn’t be able to keep up with production demands. However, some of them still have the original malting floors, and each distillery tour begins with a breakdown of how malted barley is made.

Once the barley is harvested, it is soaked in warm water (8hrs on, 8hrs off, for two days) and left to germinate (turned 4-5 times/day) for roughly 6 days. Once germination begins, the barley is dried (traditionally by fires underneath the malting floor. If the intended whisky was to be Peaty in style, this is where that comes into play – peat bricks would be burned and the smoke would dry the barley while incorporating that smokey scent and unmistakable flavour into the grain).
The reason barley is taken through this process is to expose the starch within the grain, because starch = sugar, which is the important part needed to actually make whisky. Because what does yeast feed on? Sugar.
Once the grain is dried, it is milled (ground) which separates it into three parts: Husk, Grist, and Flour. The Grist is the bulk of the product, full of that starchy goodness; the husk is the outside of the heads of grain; and the flour is the most finely ground down bits – too much of that and, like adding flour to soup, it would thicken the mash, which we don’t want.



Fun Factoids:
- Auchentoshan gets 27 tonnes of Malted Barley delivered 3x/week
- Glenfiddich gets 100 tonnes of Malted Barley delivered EVERY DAY
2. Mashing
Once the malted barley arrives at the distillery (either already milled or the distillery will mill it themselves to retain quality control), it is drained into a Mash Tun. A Mash Tun is a large container (‘Tun’ is an Olde English word meaning ‘Vessel’), usually stainless steel and/or copper, which is rather like a giant sieve, with holes at the bottom, and in most modern distilleries, with a mechanized arm rake that slowly pulls through the “Mash”.



Each distillery has their own measurements, but the concept is the same. 3 “Washes” will happen, each time increasing the water temperature to extract as much sugar as possible from the milled grain. The barley goes in the Tun, hot water is added (the first Wash water runs typically 68°C/154.4°F), they sit together as the arm rake goes around (in olden days and in some small, modern distilleries, this breaking/stirring up was/is done by hand with long handled paddles); the sugar water is drained and is now called the “Wort”. This hot water process happens two more times (three times in total), with the water temperature increasing each time (75°C/167°F and 90°C/194°F for the 2nd and 3rd Washes, respectively), although only the Wort from the first 2 Washes will be used for this distillation; the 3rd run Wort will be used as the first Wash water for the next Mash Tun batch.
The Wort being used is cooled down and then piped into the Fermenters.
Fun Factoids:
- Dalwhinnie uses 7 tonnes of Malted Barley and 60,000 litres of water per batch of Mashing
- Cardhu uses 8 tonnes of Malted Barley and ends up with 37k litres of Sweet Wort
3. Fermentation
Once the Wort is in the Washback Barrels/Fermenting Tanks (vessels roughly 20ft deep, traditionally made from wood, although modern ones can be made from stainless steel as they’re easier to clean and last longer), the chosen yeast strain is added and left to do its work!
The More You Know:
Douglas Fir and Oregon Pine are favorite woods to use for Washbacks, as they have a tight grain and are knot free. Washback vessels can’t have knotty wood, which can warp and rot.
Yeast eats sugar and “poops” alcohol and CO2. Depending on batch size and yeast used, it takes roughly 1-3 days to wholly ferment the Wort, and the product left at the end of the process is called the Wash – basically a weak beer, somewhere between 8-10% ABV. This is what is sent to be distilled.
Fun Factoids:
- Glenfiddich puts 40k litres of Wort and 250 litres of liquid yeast together in a single Washback and ferments it for 72hrs
- Cardhu Distillery in Speyside has 10 Washbacks, each made from Douglas Fir wood and built onsite – a process that takes about 2 weeks per Washback. These vessels last 50-60 years and once they’ve served their purpose, they are sent to the local eco community for repurposing
4. Distillation
Scotch Whisky is distilled twice. The Wash is piped into the Wash Still, a copper vessel unique to each distillery, where it is heated by fires below. Water and alcohol have different boiling points – water boils at 100°C/212°F, and alcohol at 78°C/173°F. By heating the Wash between these temperatures, the alcohol evaporates and travels up the Swan Neck, into the Lyne Arm, and down the condensing spirals where it’s cooled and re-condenses into a liquid state.
Each still is made of copper, for scientific (and superstitious) reasons. Copper is an excellent conductor of heat and removes impurities from the the alcohol as it passes through the various still parts. There is also belief that each individual still imparts a unique flavour to the end spirit – every twist, turn, dent, and bulge. This is why you will see stills of every shape and size at the distilleries. The taller the still and swan neck are, along with the angle of the lyne arm, the longer the vapor takes to pass through, and therefore interact with the filtering and cleansing effect of, the copper. This is why taller stills give a lighter, fruitier, and more floral expression. Smaller, shorter stills get the vapor through quicker and with less exposure to the copper; hence, a whisky with more robust and hearty expressions.




The More You Know:
People believe in the effect of the still on the finished whisky so much, that if a still needs to be replaced, it will be made in EXACTLY the same shape – even down to re-creating a specific dent that might’ve happened by accident 150 years ago.
After the Wash has gone through the Wash Still and is re-condensed, it’s known as Low Wines, and is roughly 25% ABV. This is then piped into the Spirit Still, where it’s heated and distilled again – upping the alcohol and purifying the spirit.
The More You Know:
About 40% of the run comes out as Low Wines; the leftover portion (roughly 60%) is called Pot Ale and is mixed with the Draff (the solid leftovers from the Mash Ton) and sold off as cattle feed.
Once this is re-condensed, it is sent through the Spirit Safe; this is where it is separated into the Foreshots, Middle Cut, and Feints (or Head, Heart, and Tail). Basically, what is safe and desirable is now separated from the undesirable and potentially dangerous.


The More You Know:
A Spirit Safe is leftover from the bygone age of the Excise Man (aka the Tax Man). The safe was a locked box to which only the Tax Man had the key, he’d be able to test the spirit, and make sure the workers weren’t helping themselves to a wee nip throughout the day.

This part of the process is enormously important because back in the day there were no safety regulations and, especially when some yokel was out there making their own moonshine and ended up blind and crazy, this was why – they were drinking the entire product of the distillation, not just the good stuff. The Head/Foreshots is rough alcohol at 80+ ABV, and it will Mess You Up.

The Head takes (depending on batch size) 20-30 minutes to run through and is piped back into a holding tank. Instruments are used to test the density and temperature of the alcohol, and mechanization allows for automation of the process, although there is always someone present to be checking and overseeing the procedure. Technology nowadays makes separating the spirit relatively easy – but many distillers are able to do it by smell alone.
Once the Head is piped off, then comes the Middle Cut/Heart – this is the good and usable portion of the entire distillation process and what we’ve been working towards: New Make Spirit. It takes some 2-3hrs to run through, is around 68% ABV, and is sweet and pleasant to taste. This is piped into the Spirit Receiver where it will then be sent for barrel maturation.
Finally, the Feints/Tail comes through and is only 30% ABV – too weak to use. It is piped into the holding tank with the Head and then added back in with the next batch of Low Wines to be re-distilled.
Fun Factoids:
- Of this entire process, from the Mashing to Fermenting to Distilling, only about 10% comes out as usable, New Make Spirit
- Auchentoshan is the only Scottish Distillery to triple distill “every last drop”
5. Maturation
Once we have the New Make Spirit, it is sent for maturation. The rules for whisk(e)y maturation vary from country to country, but for a whisky to be legally called Scotch, it must be distilled and matured in Scotland for 3 years and a day. *Further legal specifications can be found here
The More You Know:
It has been said that Wood is the fourth ingredient in whisky, as up to 70% of a whisky’s character comes from the maturation vessel.
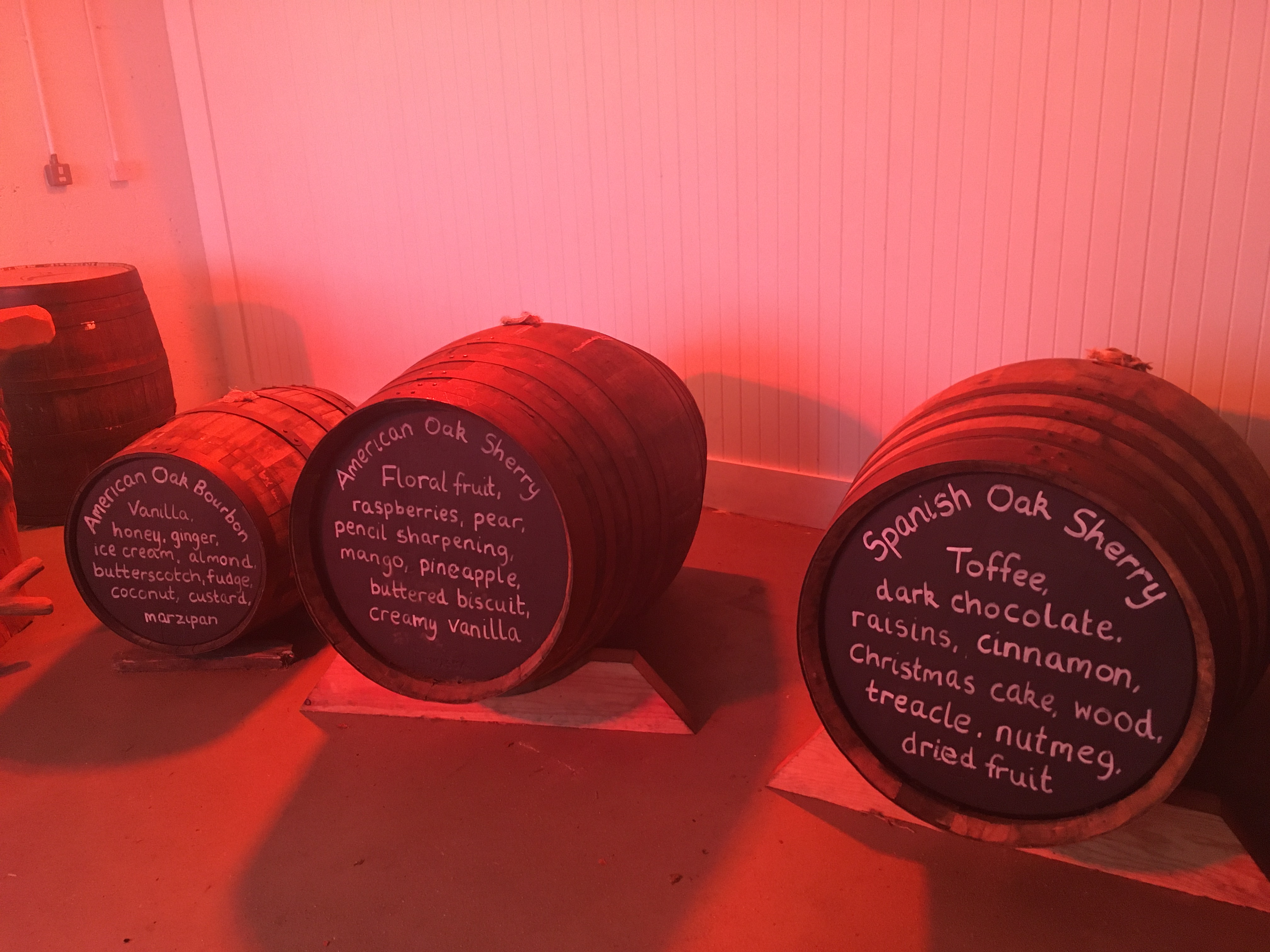
The options for whisky maturation are vast, but the favorite contenders are wooden vessels having contained: Sherry, Bourbon, or are Virgin Wood (meaning they haven’t been filled with a prior liquid), although much experimentation is undertaken with barrels having contained port, wine, rum, madeira, and even tequila. The choice of maturing vessel is hugely important, as the cask imparts the majority of the flavour and 100% of the natural colour to the whisky.

Fun Factoid:
- Legalities surrounding additives such as “caramel colouring” vary by country – ie: it’s legal in Scotland to add caramel colour to whisky, whereas it is NOT legal to do so in America
Barrels are used up to three times (as with each fill the barrel loses character), and are then either used for marrying or are sold on for repurposing.
Maturing rooms must be dark, damp, and cool. Scotland and Ireland have climates particularly well suited for maturation, and only 1-2% of the maturing whisky is lost to evaporation each year. Places with warmer climates, such as Kentucky, can lose up to 15% each year!
Fun Factoids:
- The percentage of whisky lost to evaporation each year is called The Angel’s Share
- Sherry is often made and dumped simply so the casks can be sold to the whisky industry – often going for £1,000 each!
- Some distilleries, such as Auchentoshan, are moving away from age statements and are instead focusing on the woods used for maturation – such as their Three Wood label
6. Blending
The final step is taking the matured whisky and blending it to achieve the desired character profile. This is where the Master Blender comes in, and this is a role that, to me, inspires fascination and awe. These people have incredible scent and flavour memory, and the ability to recreate the exact same flavour year after year from different batches. Because even if the process is the same, myriad factors go into each batch, and so getting that brand and specific label continuity is most impressive. These people are taking samples from dozens or even hundreds of different barrels and ages and are able to create new and beautifully unique expressions.
When I was at Glenfiddich, I got the chance to blend my own 15yr whisky, using samples from their 15yr Sherry, Bourbon, and New Oak casks. It was brilliant! The room we were in is their Blending Room – where their Master Blender comes and works their craft, and the walls are lined with samples from hundreds of different batches.





Once the whisky proportions are chosen for blending, they’re combined and left in an old barrel (sizes vary) which won’t impart any flavour characteristics, but the wood allows the whisky to breathe. The time spent in this vessel is called Marrying; it lets the flavours meld together and generally lasts at least 6mths.

There you have it! This is how Whisky is made – now you can make your own!
Going Eco
Distilleries are becoming more eco friendly by the day and are constantly looking for and innovating ways to reuse product, from the old Washbacks and maturation barrels to the leftover Mash and Pot Ale being used for cattle feed.
Barrels are sold to breweries for aging beers (there’s a brilliant partnership that began between Jameson and The Franciscan Well Brewery and their Caskmates line, which has now seen Jameson partner with local breweries in America, as well), or to places for repurposing such as furniture and flower pots.
There is even research being undertaken on how to turn the CO2 emissions into a fuel source.

Slàinte Mhath!
